After attaching a blade to the turbine, performing heat treatment, and fixing the blade, a machine test and balance are performed, and the staff finally checks it visually. Finding a small "?" That is overlooked by the image processing alone is the "eyes" of the still skilled staff ...
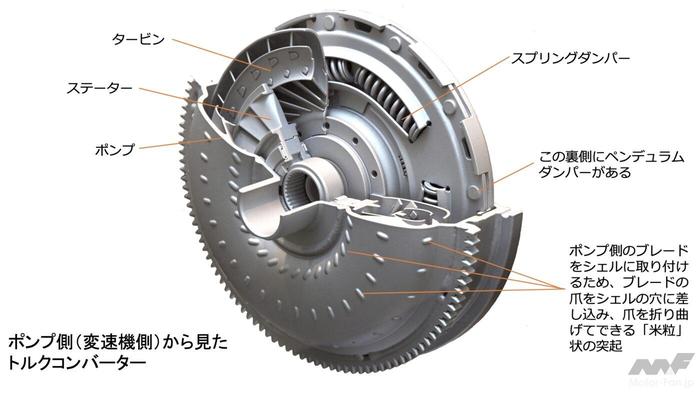
structure of a torque converter
photo: MOTOR. -Fan
The cross section of modern Turkon is so complicated. The rotation of the engine is first received by a green impeller (pump) integrated with the yellow cover, and is transmitted to the light blue turbine facing it. The interior of the torque con was filled with oil (AT fluid), and when starting, the gray stage ...
Vale Capec clearing line is almost all in the formation of automatic processing machines. Braking progresses automatically. However, the staff is hand -worked, such as the final assembly.
Toshiharu Sone, General Manager of Balle Capec Japan Manufacturing. It is a key player manufactured by Turkon, which covers all of the Turkon manufacturing line and coordinates with the design department.
Pendulam damper Is a lot of parts, and each part is small. Rubber stopper pins are inserted with this robot. It is like a crab and moves quickly.
The pump hub is attached to the center. The outer peripheral part is joined by FSW. FSW is convenient for joining interdolic metals, such as iron and aluminum.
The stator made of aluminum alloy was made. The center is the center. It has a spline in the club (the part where the teeth are cut vertically).
This photo is taken with a bee, not a Valeo Capec. Make a blade. One of the nails is one on the upper side and three shapes on the lower side are the current standard form.
Step AT (Step -type automatic transmission) is used for a torque converter. There is a part called "Turkon". It is a starting device that plays a role in conveying the power of the engine to the gear inside the AT, a device for starting. TEXT & PHOTO ◎ Shigeo Makino (Makino Shigeo) In recent years, a step AT for HEV (hybrid electric vehicle) equipped with electric motors instead of Turkon has appeared, but many step ATs are still equipped with Turkon. 。 And how to make it is ultra -precision processing using the latest technology. Turkon is "accuracy". We interviewed Valeo Capec Japan's Turkon production line. Originally, it was a factory in Atsugi City, Kanagawa Prefecture, which produced Turkon components during the era of Unician Jex (currently Hitachi Automotive Systems), and is now a Ballecapec under the umbrella of Valeo, a French megaspringer. It is a factory owned by Valeo Capec Japan. In Valeo, the design of Turkon is consistently performed. There is a tendency between the financial industry and the media to praise fabres (not manufacturing) companies that do not have manufacturing equipment, but because they perform from design to manufacturing at a stretch, performance, reliability, and products in the unlikely event. A quick response when something happens is promised. It is a great prejudice to praise fabeless companies and see conventional design and manufacturing companies as "companies with waste equipment." In many cases, a product that is outsourced by a fabeless company specializing in design is often a "message game" even in past examples. It is very difficult to manufacture as the design. If it is manufactured as shown in the design drawing, the function and performance will not be subtly guaranteed, or that the production equipment that can be used now cannot be manufactured according to the design drawing will occur with almost always probability. A drawing that has been revised and rewritten so that the "small gap" can be made is a manufacturing drawing, and a manufacturing drawing is always prepared at the manufacturing site. In order to fit the production equipment that can be used now, the details of the design drawing are changed without changing the performance and function. This drawing rewriting is a joint work between the design team and the manufacturing team. The work is to devise a manufacturing method so that the number as planned can be mass -produced without any extra cost, without reducing the functions and performance, and incorporates it into the design drawing. And the production technical department considers the manufacturing method that does not compromise on functions, performance and cost. The manufacturing department is in charge of this work in Valeo Capec Japan, and each factory has a manufacturing department. Mr. Toshiharu Sone, the director of the manufacturing department in charge of the Turkon production line, says: "Turkon is very interesting for production engineers. More than half of the components require heat treatment, and there are several types of joining methods. Processing materials with different thermal conductivity and Young rate, and put in the same case. This is characteristic, and in other words, the product like the manufacturing technology is a Turkon, and the current torque conver is required to be equipped with a damper that absorbs shock, so pumps/turbines are more and more. It is thin and difficult to make. The gap between parts has also narrowed to the limit. However, the outer shape of the Turkon cannot be large. The function that increases steadily is established in the same or small housing as the conventional type. Manufacturing technology is a challenge, and for our production technology, the torque conkon produced by Valeo Capecs in Japan incorporates a pendulum damper, a Valeo -owned vibration reduction mechanism. Unlike the past, the mainstream step AT, unlike the past, uses the basic functions of a "fluid joint" only when starting. After starting and pulling the car with the first speed gear, stop the torque converter around whether to shift up or not. This is locked up. Stop the movement of the torque con and directly connect the engine and the gear in the step AT. The fuel economy is good because it is directly connected. There is no feeling that the AT slides slipping. It was commonplace in the former step AT to get the effect of amplifying the torque by sliding Turkon, but nowadays, "instantly locks up" and "long -term lock -up" are the mainstream. However, vibration comes out at the moment of locking up. Even though it is an AT with a Turkon that will make a smooth shift, it will be ruined if vibration comes out. Therefore, a lock -up damper that absorbed the vibration during locking up was devised. Usually, this damper is a spring, but Valeo develops a pendulum damper that absorbs vibration by shaking the "weight" like a pendulum, and is used in a normal spring damper. This pendulum damper is incorporated into a torque consultation with the same dimensions as before. For this reason, the manufacturing technical department has made various ideas. One of them is "balance". When setting the tires on the wheel, paste some small weights of several grams on the wheel. At the manufacturing stage, both tires and wheels are paid to be "complete circular", but the error is not zero. In order to combine the rotating body with an error, the weight is balanced so that the rotation does not blur in the combined state. This work is also performed in Turkon. "Turbine, stator, damper, and pendulum are balanced, respectively. The turbine is added by the projection welding. The stetter is made of aluminum and balances it. As an assembly (assembly), fix the turbine and the stator. Son Director Sone explained: " In other words, all of the rotating parts are first balanced as a single unit to "rotate neatly without blurring". Then, even if all the parts you need are assembled, we will balance them. "Pendulum damper only has a different way to check whether it works correctly is performed in a completely different way than before. It absorbs vibration by shaking a small pendulum -like square, but moves left and right (in the circular direction). If you do not measure the trout, you will not be able to confirm that it was correctly assembled. It was difficult to develop this measurement method. " In the capec, the blade is fixed in the shell). Insert the claws out of the blade into the hole on the shell side, bend and fix the nails, set the copper parts and put them into the heat treatment furnace so that the gap between the blade and the shell is in close contact. The blade material is 1.2mm, but the shaving (sharpened) is so thin that it can be cut off. Less than 1mm. Although the blade manufacturing process could not be covered, the photos taken by the torque manufacturer will be posted for reference. The thin plate is continuously processed in 6 to 8 steps to punch and molded. A blade comes out from the automatic processing machine at about one speed every 2 seconds. The characteristic of the Turkon's appearance is the convex part like "rice grain" lined up on the circle. This is a blade nail bent and copper flows into the gap. Sone says that the shape of this "rice grain" is "slightly changing." "The outside shell bends the nails with a rolling. The folding shape has also changed slightly. I don't know when brazing, but the size of the R has become stricter. However, now it is slightly attached to R and gaps when folding the nails. It is a thin flesh blade, so if you bend it crisp, the strength will decrease. I think "I see." The thickness of the blade is only 1.2mm as described above. Turkon 10 years ago was thicker. The shell on the pump side facing the turbine is also embedded by embedded blades like the turbine, but the pump hub, which is the part of the rotation, is installed by friction (FSW = friction screw -welding/frictional stirring and welding). It is a method of using a tool that has been rotated at a high speed of about 10,000 RPM to flow the metal surface to "melting or not melting" and fuses the metal tissue itself. "The brazed shell and pump hub were in the past MAG welded, but there was a leak (leak) with a probability of one or less in 1000 units. FSW has almost zero leaks because the base material is attached to each other. When installed, make a banned peripheral peripheral and get a surface roughness. Then crush the surface with a bearing roller. Clean, blow, and check before assembling. " The rotation must be "extremely smooth". That's why I also pay attention to manufacturing. Then, the stator enters between the turbines and the pump. "The stator is made by converting and delivered in the processed state, such as high -frequency baking. Attach the parts called outer lace and press it, but if you press the iron normally, the aluminum will break. , The teeth are cut outside the outer lace, and the aluminum is cut and pressed. Cut powder comes out here, but the slot does not leak out. By the way, in this way, the rotating body with different weight, shape, and material in this way is finished with high precision, incorporated into one housing, and complete the Torque converter. If the engine becomes 7000rpm, the Turkon will be turned around 7000rpm. Turn around without blurring. Finally, the projection welded weight was about 5 grams. It seems to be within the standard for 14 grams, but if you hold it by hand, a heavy Turkon ASSY will be completed by a balance weight of only 5 grams. Sone said: "Turkon manufacturing is about 80 steps in total. Use 5 types only by welding. General MAG (gas), if the strength is fine and the welded part is fine, TIG, if you want to reduce deformation as much as possible, FSW, fine part. The place where spatters (sparks) hate by welding are resistant or spot welding. Processes are lathe, machining center, milling, polishing (such as mirror processing = seal ring), and caulking (rivet/pressure/rolling). Do it. And check that processing and installation can be correctly measured. Torque convergone is a part for step AT that has existed for a long time, but the current product is an ultra -precision machine. " And the power transmission efficiency of the entire step AT is about 93 % or more. It is no longer comparable to MT. This is the result of continuing to make, and you can see how important the technology continues.
Shigeo Makino
Last update: MotorfanRelated Articles
 Supporting children and girls in developing countries with postcards during the year-end and New Year holidays Spoiled postcards and unused postcard campaign 2021 starts
Supporting children and girls in developing countries with postcards during the year-end and New Year holidays Spoiled postcards and unused postcard campaign 2021 starts
![It's hard to become "Oe"! Ultra-thin tongue cleaner with a thickness of 4 mm Newly released on July 1 [with a special case]](https://website-google-hk.oss-cn-hongkong.aliyuncs.com/drawing/article_results_9/2022/3/10/3f1e5e995c1db97dc65a7883ef5de2cd_0.jpeg "It's hard to become \"Oe\"! Ultra-thin tongue cleaner with a thickness of 4 mm Newly released on July 1 [with a special case]") It's hard to become "Oe"! Ultra-thin tongue cleaner with a thickness of 4 mm Newly released on July 1 [with a special case]
It's hard to become "Oe"! Ultra-thin tongue cleaner with a thickness of 4 mm Newly released on July 1 [with a special case]
 AstraZeneca's Imfinzi in combination with novel immunotherapy improves clinical outcomes for patients with unresectable stage III NSCLC
AstraZeneca's Imfinzi in combination with novel immunotherapy improves clinical outcomes for patients with unresectable stage III NSCLC